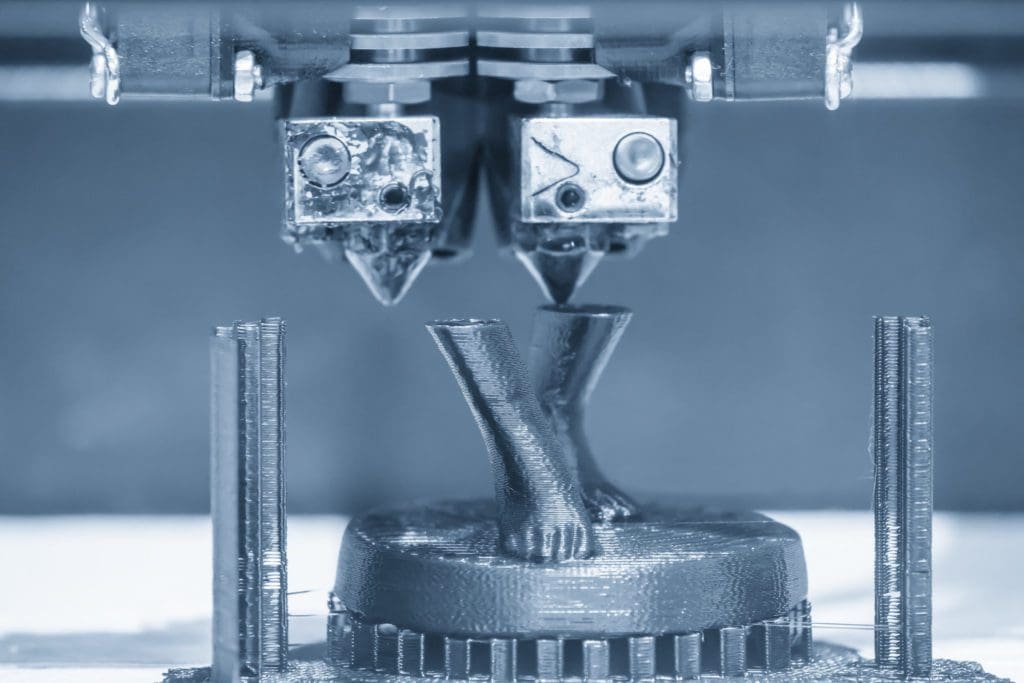
Additive Manufacturing (AM), also known as 3D printing, includes various processes, each with its advantages and disadvantages. The appropriate AM process should be chosen based on specific application requirements, material properties, production costs, and manufacturing speed.
Selective Laser Sintering (SLS)
Selective Laser Sintering (SLS) uses a high-power laser to sinter powdered materials layer by layer, creating solid 3D objects. These materials can include plastics, metals, and ceramics. SLS does not require support structures because the unsintered powder acts as a support during printing, offering unique advantages.
--Basic Principles of SLS:
• Modeling: Create a 3D model using CAD software.
• Layering: Slice the 3D model into thin layers.
• Powder Laying: Spread a uniform layer of powder material on the build platform.
• Laser Sintering: A high-power laser selectively sinters the powder layer, forming a solid structure.
• Repetition: Repeat the powder laying and sintering process layer by layer to build the complete object.
• Cooling and Cleaning: After sintering, cool down and remove unsintered powder, followed by necessary post-processing.
.png)
Fig 1. Selective laser sintering process[1]
--Application Needs of SLS
SLS technology is widely used across various industries, meeting diverse application needs:
• Functional Prototypes: SLS can produce parts with high mechanical performance and heat resistance, making them ideal for design and functional testing.
• Complex Geometries: SLS can create complex and freeform shapes, suitable for high-design-freedom products like custom medical implants and intricate mechanical components.
• Small Batch Production: SLS is particularly suitable for producing small batches of complex-shaped parts without the need for expensive molds.
• End-Use Parts: Many industries (e.g., aerospace, automotive, medical) use SLS to produce end-use parts because of their excellent physical properties.
--Optional Materials
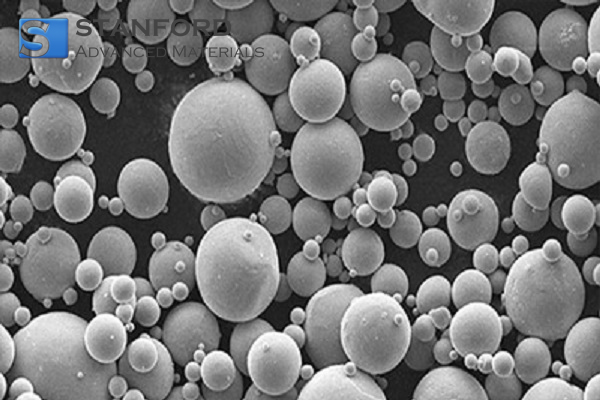
SLS can use various materials, with the primary metal powders including:
• Stainless Steel: High strength and corrosion resistance, suitable for engineering and mechanical parts.
• Titanium Alloys: Lightweight and strong, commonly used in aerospace and medical implants.
• Aluminum Alloys: Lightweight and good thermal conductivity, suitable for automotive and aerospace components.
In addition to metal powders, SLS also uses plastic powders and composites:
• Plastic Powders: Nylon (PA12, PA11), Polycarbonate (PC), TPU (Thermoplastic Polyurethane).
• Composite Materials: Carbon fiber-reinforced nylon and glass-filled nylon.
--SLS Production Costs and Speed
SLS has relatively high production costs. SLS printers usually cost tens to hundreds of thousands of dollars. Additionally, the powder materials are expensive compared to traditional materials. Post-processing, such as powder removal and surface treatment, also adds to the cost.
SLS printing speed is relatively fast and can print multiple parts simultaneously. Although SLS requires post-processing time, it is quicker than some other AM processes like SLA. Overall, SLS has an efficiency advantage, especially in producing complex and small batch parts, significantly reducing production time and steps compared to traditional methods.
--SLS Summary
Selective Laser Sintering (SLS) stands out for its high precision, material versatility, and lack of need for support structures, making it a widely used AM technology across various industries. Its advantages in functional prototype production, small batch manufacturing, and complex geometry parts make it an ideal choice for many applications, despite its higher equipment and material costs.
Selective Laser Melting (SLM)
Selective Laser Melting (SLM) uses a high-energy laser beam to completely melt metal powder layer by layer, creating dense 3D objects. Unlike SLS, SLM fully melts the powder particles, resulting in parts with excellent mechanical properties and high density.
--Basic Principles of SLM:
• Modeling: Create a 3D model using CAD software.
• Layering: Slice the 3D model into thin layers.
• Powder Laying: Spread a uniform layer of metal powder on the build platform.
• Laser Melting: A high-energy laser beam scans the powder layer, selectively melting the powder to form a solid layer.
• Layer Stacking: Repeat the powder laying and laser melting process layer by layer to build the complete object.
• Cooling and Post-Processing: After printing, cool down and perform necessary post-processing such as heat treatment and surface finishing.
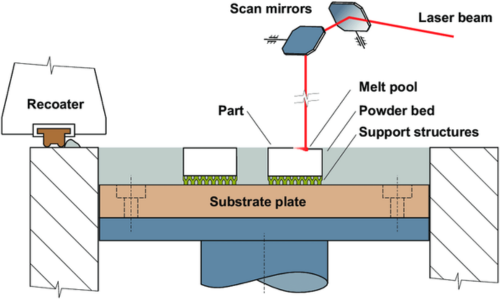
Fig 2. Basic principle of SLM technology[2]
--Applications of SLM
SLM technology is widely used in high-demand industrial fields:
• Aerospace: Manufacturing complex geometries and high-performance metal parts such as turbine blades and structural components, requiring high strength and heat resistance.
• Medical: Producing custom medical implants like orthopedic implants and dental restorations due to their high precision and biocompatibility.
• Automotive: Manufacturing high-strength and lightweight metal parts such as engine components and structural parts, enhancing vehicle performance and fuel efficiency.
• Tools and Molds: Producing high-wear-resistance and high-precision tools and molds for various industrial applications.
--Optional Materials
SLM primarily uses high-performance metal powders with the following characteristics:
• Titanium Alloys: Like Ti-6Al-4V, known for high strength, low density, and excellent corrosion resistance, widely used in aerospace and medical fields.
• Aluminum Alloys: Like AlSi10Mg, known for lightweight and excellent thermal conductivity, suitable for automotive and aerospace applications.
• Stainless Steel: Like 316L, known for good mechanical properties and corrosion resistance, suitable for various industrial applications.
• Nickel-Based Alloys: Like Inconel 718, known for excellent high-temperature performance and corrosion resistance, suitable for aerospace and energy fields.
• Cobalt-Chromium Alloys: Known for high hardness and wear resistance, commonly used in dental and orthopedic implants.
--SLM Production Costs and Speed
SLM equipment is expensive, typically ranging from hundreds of thousands to millions of dollars, mainly suitable for high-end industrial applications. The metal powders used in the process are also costly. SLM requires post-processing costs as well.
SLM printing speed is influenced by part complexity and size. Typically, it can print several centimeters to tens of centimeters in height per hour. This process also requires post-processing time.
--SLM Summary
Selective Laser Melting (SLM) excels in producing high-strength, high-density, and complex geometry metal parts, making it an ideal choice for aerospace, medical, automotive, and mold industries. Despite high equipment and material costs, its advantages in producing high-performance metal parts make it highly competitive in these fields. SLM offers high-precision and high-efficiency manufacturing solutions, meeting the needs of demanding industrial applications.
Selective Electron Beam Melting (SEBM)
Selective Electron Beam Melting (SEBM) is a powder bed-based AM technology. It uses a high-energy electron beam in a vacuum to selectively melt metal powder layer by layer, building up a three-dimensional object. SEBM is very similar to SLM but differs in key aspects. SEBM operates in a vacuum, which, compared to using argon gas as a shielding gas in SLM, can better prevent contamination.
--Basic Principles of SEBM:
• Modeling: Create a 3D model using CAD software.
• Layering: Slice the 3D model into thin layers.
• Powder Laying: Spread a uniform layer of metal powder on the build platform.
• Electron Beam Melting: A high-energy electron beam scans the powder layer in a vacuum chamber, selectively melting the metal powder to form a solid layer.
• Layer Stacking: Repeat the powder laying and electron beam melting process layer by layer to build the complete object.
• Cooling and Post-Processing: After printing, cool down and perform necessary post-processing such as heat treatment and surface finishing.
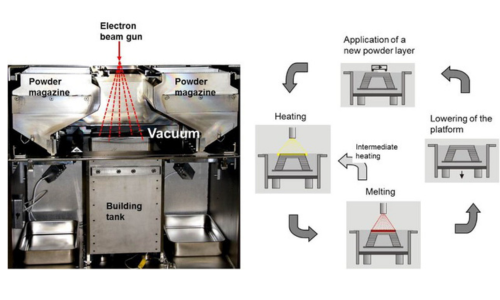
Fig 3. SEBM process[3]
--Application Needs of SEBM
The SEBM process is widely used in many high-demand industrial fields, mainly meeting the following application requirements:
High strength and high-temperature performance:
The SEBM process is suitable for manufacturing parts that require high strength and high-temperature performance, especially those working in harsh environments. Therefore, it is suitable for aerospace (such as turbine blades and structural components), energy (such as turbine components), and medical (such as orthopedic implants).
Large component production:
The SEBM process is suitable for manufacturing large-size metal components and has high efficiency in large-component manufacturing.
Vacuum environment requirements:
The SEBM process operates in a vacuum environment, which helps reduce oxidation and improves the purity and performance of parts. Therefore, this process is very suitable for applications with high requirements for material purity, such as aerospace and medical implants.
--Optional Materials
SEBM primarily uses high-performance metal powders, featuring:
• Nickel-Based Alloys: Highly regarded across the AM field for their excellent mechanical properties, high creep resistance, and corrosion or oxidation performance. Used primarily in power plants or aerospace engines.
• Cobalt-Based Alloys: Like Vitallium, with a high chromium content (~30%) offering strong corrosion resistance and high hardness.
• Copper and Copper Alloys: Known for extremely high electrical and thermal conductivity, ideal for electrical and thermal management systems. SEBM's design freedom opens new prospects, especially for complex heat exchanger equipment.
• Titanium Aluminide (TiAl): Titanium aluminide (TiAl) alloys are recognized for their low density, high specific yield strength, high specific stiffness, and excellent oxidation and creep properties. They are considered partial replacements for nickel-based superalloys at temperatures ranging from 600°C to 900°C. However, compared to nickel-based alloys, TiAl has some drawbacks, including poor fatigue crack growth resistance, lower ductility, and reduced fracture toughness.
--SEBM Production Costs and Speed
3d printers for SEBM are expensive, and usually, they range from hundreds of thousands of dollars to millions of dollars. The equipment requires high-precision components such as high-energy electron beam generators, vacuum systems, and powder handling systems, which makes the cost higher. The commonly used layer thickness of SEBM is generally 50-100 microns, which makes the printing process relatively fast.
--SEBM Summary
SEBM is a powder bed fusion additive manufacturing (AM) technology where the powder is selectively melted by a high-energy beam. SEBM is similar to SLM but differs in significant ways. SEBM operates in a vacuum, which better prevents contamination compared to SLM which uses argon gas as a shielding gas.
The main advantage of SEBM is its high-power electron beam, capable of moving at very high speeds, and also used for preheating. This allows for innovative melting strategies and operation at high temperatures. Because of stress-relief annealing, SEBM parts have much lower residual stress levels compared to SLM parts. Consequently, SEBM is particularly suitable for high-performance materials that are difficult or impossible to machine.
Conclusion
In conclusion, each additive manufacturing process—Selective Laser Sintering (SLS), Selective Laser Melting (SLM), and Selective Electron Beam Melting (SEBM)—offers unique advantages tailored to specific industrial needs.
• SLS is ideal for producing functional prototypes and complex geometries without the need for support structures.
• SLM excels in creating high-density, high-strength metal parts for demanding applications like aerospace and medical devices.
• SEBM, with its vacuum environment and high-energy electron beam, is particularly suited for manufacturing large, high-purity metal components and high-performance materials that are difficult to machine.
While these technologies come with varying costs and post-processing requirements, their ability to produce intricate and high-quality parts makes them invaluable in modern manufacturing, driving innovation across multiple sectors.
Table 1. provides a comprehensive comparison of SLS, SLM, and SEBM processes, highlighting their respective characteristics, applications, and production considerations.
Table 1. Comparison of SEBM, SLM, and SLS
.png)
Stanford Advanced Materials (SAM) is a premium supplier of metal powders. We offer various types of metal powders for additive manufacturing such as stainless steel, titanium alloys, aluminum alloys, aluminum-titanium alloys, nickel-based alloys, etc. To learn more about these powders, please feel free to contact us and check out our pages.
[1] Fig 1. Selective Laser Sintering Process, source: Britannica, https://www.britannica.com/technology/3D-printing
[2] Véle, Filip & Šafka, Jiří & Bittner, Václav & Ackermann, Michal. (2021). Influence of Selective Laser Melting Technology Process Parameters on Porosity and Hardness of AISI H13 Tool Steel: Statistical Approach. Materials. 14. 10.3390/ma14206052.
[3] Körner, C. (2016). Additive manufacturing of metallic components by selective electron beam melting — a review. International Materials Reviews, 61(5), 361–377. https://doi.org/10.1080/09506608.2016.1176289