Surface spraying of components is a significant process in modern manufacturing industries. The aim is to improve product wear resistance, corrosion resistance, high-temperature behavior, and overall service life. One of the advanced thermal spraying technologies is plasma spraying technology. What are the differences from traditional spraying technologies? What are the material selection considerations? The answers are revealed in this article.
1. Comparison Between Plasma Spraying and Traditional Spraying Technologies
Conventional spraying technologies typically encompass flame spraying and arc spraying. With respect to these old-fashioned methods, plasma spraying is different in principles, coating performance, and even material choice.
1.1 Process Comparison
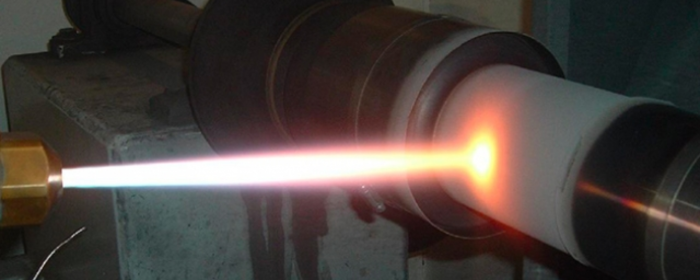
Plasma spraying is a process that uses a high-temperature plasma jet generated by an electric arc, which heats gases to extremely high temperatures to generate a high-temperature, high-speed plasma flow. The gases are typically argon, helium, etc. Powder materials are introduced into the plasma jet in this process, rapidly melted, and accelerated at high velocity onto the workpiece surface to form a dense and uniform coating. The plasma jet temperature may be tens of thousands of degrees.

Fig 1. plasma spraying process
Arc spraying is a method of melting materials by producing an electric arc between two metal wires. The molten material is sprayed onto the workpiece surface. This process generally runs at a temperature of about 5,000 degrees, below plasma spraying.
Flame spraying relies on the burning of fuel gases such as oxygen and acetylene in order to produce a flame with high temperature to heat up powder or wire materials before spraying them onto the surface of the workpiece. Flame spraying is done at comparatively low temperatures of around 3,000 to 4,000°C. Flame spraying can be applied in coating processes that require lower temperatures.
1.2 Coating Performance Comparison
In terms of coating quality: Plasma spraying > Arc spraying > Flame spraying
Plasma-sprayed coatings are denser, smoother, and more strongly bonded to the substrate. In addition, the microstructure of the coating is controllable with a negligible heat-affected zone that minimally alters the substrate material properties. While arc-sprayed coatings possess good quality, their surface smoothness and density are normally less than those of plasma-sprayed coatings. Flame-sprayed coatings, being lower temperature, possess relatively lower quality, with oxide layers more likely to form and possibly affect performance.
1.3 Material Suitability
Plasma spraying is able to deposit a wide range of materials, including metals, ceramics, and composites. Due to the ability of the plasma jet to achieve very high temperatures, it is particularly well suited for high-melting-point materials like titanium, zirconium, and tungsten carbide.
Flame spraying has relatively low material flexibility, and it is primarily used on low-melting-point metals like aluminum, zinc, and copper. It also has a broad coating material composition—metals, alloys, ceramics, and composites can be utilized. It is not limited to powder in the sense of material shape; wire, strip, and rod can also be utilized.
Summary: table 1. Comparison Between Plasma Spraying, Arc Spraying, and Flame Spraying
|
Process Type
|
Heat Source Temp.
|
Coating Density
|
Applicable Materials
|
Cost
|
Primary Applications
|
|
Plasma Spraying
|
>10,000°C
|
High
|
Metals, ceramics, composites
|
High
|
Aerospace, energy, medical
|
|
Arc Spraying
|
~3000°C
|
Medium
|
Various metals
|
Moderate
|
Ships, construction, automotive
|
|
Flame Spraying
|
~2000°C
|
Low
|
Various metals, some ceramics
|
Low
|
Railway tracks, mechanical repairs
|
2. How to Select Metal Materials for Plasma Spraying
Powder selection significantly impacts coating quality and performance.
2.1 Spherical Powder or Irregular Powder?
Different powder morphologies lead to varying performance characteristics.

Spherical powders, due to their round shape and low particle-to-particle friction, provide excellent evenness of distribution upon spraying, thus reducing equipment clogging and inhomogeneous deposition. Spherical shape also allows for quick melting, which promotes complete fusion and results in denser, more uniform coatings with fewer pores and microcracks.
Irregular powders have poorer flowability, which results in non-uniform accumulation while spraying and feeding and thus can undermine coating quality. Although irregular powders give lower-quality coatings than spherical powders, they are cheaper and therefore extremely common in many applications.
Different metal materials require different powder options in plasma spraying:
- Valuable metals like aluminum, titanium, and nickel alloys typically use spherical powders to ensure high-quality coatings and performance.
- Steel and copper, widely used metals, can utilize irregular powders, especially in inexpensive applications.
2.2 Selection Based on Application
Different application fields impose different requirements on coating material properties. The aerospace industry demands high-temperature resistance and oxidation protection; medical device coatings typically require biocompatibility and corrosion resistance; while electronics and electrical applications necessitate coatings with excellent conductivity.
Table 2. The most suitable spraying materials for different application
|
Application
|
Material
|
Example Product
|
Properties
|
Typical Uses
|
|
Aerospace
|
MCrAlY Alloy
|
Ni-22Cr-10Al-1Y
|
High-temp oxidation resistance
|
Turbine blades, combustion chambers
|
|
Tungsten (W)
|
Pure W / W-Re alloy
|
High melting point, ablation-resistant
|
Rocket nozzles, high-temp parts
|
|
Titanium Alloy
|
Ti-6Al-4V
|
Lightweight, high strength
|
Aircraft structural repairs
|
|
Medical
|
Pure Titanium
|
Ti (≥99.5%)
|
Biocompatibility, osseointegration
|
Artificial joints, dental implants
|
|
Ti-6Al-4V
|
Ti-6Al-4V
|
High strength, corrosion-resistant
|
Orthopedic implant coatings
|
|
Tantalum (Ta)
|
Pure Ta
|
Corrosion-resistant, tissue-friendly
|
Vascular stents, cranial repairs
|
|
316L Stainless
|
Fe-17Cr-12Ni-2.5Mo
|
Corrosion-resistant, short-term biocompatibility
|
Temporary medical devices
|
|
Energy
|
Ni-based Superalloy
|
Inconel 718
|
High-temp strength, creep-resistant
|
Gas turbine blades
|
|
Copper Alloy
|
CuCrZr, Cu-Ni
|
High thermal/electrical conductivity
|
Fuel cell bipolar plates
|
|
Electronics
|
Silver (Ag)
|
Pure Ag / Ag-CuO
|
Ultra-high conductivity
|
Electrical contacts, RF shielding
|
|
Aluminum (Al)
|
Pure Al / Al-Si alloy
|
Lightweight, heat-dissipating
|
Electronic packaging, heat sinks
|
|
Gold (Au)
|
Pure Au
|
Oxidation-resistant, stable contact resistance
|
High-reliability connectors
|
|
Others
|
Molybdenum (Mo)
|
Pure Mo / Mo-Re
|
High melting point, low thermal expansion
|
Semiconductor substrates
|
|
Nickel-Aluminum
|
Ni-5Al / Ni-20Al
|
Self-bonding, high adhesion
|
Coating interlayers
|
3. Conclusion
The choice of metal powder in plasma spraying is crucial. Spherical and irregular powders each possess unique advantages to cater to various demands in industries. The choice should be application environment specific, performance of the coating specific, cost dependent, and production size dependent.
Being a business powder supplier of metal, Stanford Advanced Materials (SAM) provides the best spherical and irregular powders with a wide selection of metallic materials to yield the best coating results in plasma spraying processes.






 Powder.jpg)