Laser cladding technology, as an advanced surface modification and repair technique, has a promising future. The choice of material significantly influences the outcome. This article aims to introduce the process, characteristics, and material selection recommendations of laser cladding technology.
What is Laser Cladding Technology
Laser cladding is a highly cost-effective coating process that involves melting metal powders or wires onto a substrate surface to enhance its performance.
--Laser Cladding Process
Laser cladding typically uses metal powders or metal wires. Under the irradiation of a laser beam, the metal powder or wire is rapidly heated and melted to form a molten pool. The laser beam moves in synchronization with the molten pool. As the molten pool moves, the molten material cools and solidifies, forming a dense clad layer. The resulting coating can significantly improve the wear resistance, corrosion resistance, heat resistance, oxidation resistance, and electrical conductivity of the substrate material's surface.
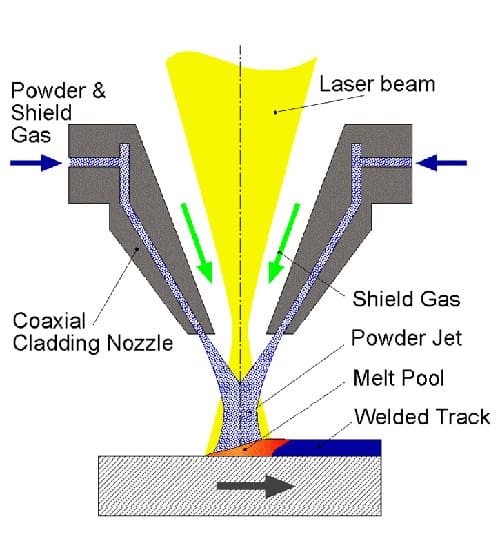
Fig 1. Laser Cladding Process
--Characteristics of the Laser Cladding Process
Laser cladding technology is a highly cost-effective new technology. It can produce a high-performance alloy surface on a low-cost metal substrate without affecting its properties. The characteristics of laser cladding include:
l Low Heat Input and Distortion: Especially when using high power density for rapid cladding, deformation can be reduced within the assembly tolerance of parts.
l Low Coating Dilution Rate: Generally less than 5%, allowing for high-quality coatings with controllable composition and dilution.
l Capability for Localized Repair: Allows precise repair of specific areas without needing to process or replace the entire part. The beam can be directed to clad hard-to-reach areas. This process consumes less material and offers excellent cost-performance.
l Rapid Cooling Rate: Up to 10^6 K/s.
l Diverse Material Choices: There is virtually no limitation on powder selection, especially when cladding high-melting-point alloys on low-melting-point metal surfaces.
l Wide Range of Cladding Layer Thickness: Single-pass powder feeding can achieve a coating thickness of 0.2 to 2.0 mm.
Ease of Automation: The process is easy to automate.

Fig 2. Laser Cladding
Laser Cladding and Laser Alloying
Both laser cladding and laser alloying use lasers as a heat source to heat materials to a molten state, ultimately forming an alloy coating with completely different compositions and properties on the substrate surface, which integrates with the substrate. The goal of both processes is to improve the surface properties of the substrate. However, despite their similar processes and objectives, there are fundamental differences, primarily as follows:
1. Material Melting in the Coating Process
In laser cladding, the coating material is completely melted, while the base material’s molten layer is extremely thin, thus having minimal effect on the composition of the clad layer. In contrast, laser alloying involves adding alloying elements into a melted surface layer of the substrate, aiming to form a new alloy layer based on the substrate material.
2. Purpose of Use
Laser cladding is mainly used to add extra material to the surface of the substrate to improve its physical and chemical properties or repair damaged parts. Laser alloying, on the other hand, aims to enhance surface properties by altering the alloy composition of the substrate surface.
How to Select Powder Materials for Laser Cladding
Selecting the right cladding material is crucial for the quality of the final clad product. The choice of cladding material will directly affect the performance of the laser cladding layer and the processability of laser cladding.
-- Meeting Process Requirements
The physical and chemical state of the powder itself will affect multiple processes of the laser cladding process, so it is crucial to select powder that meets the process requirements.
l Good Performance for Use: The selected metal powder must meet the surface condition requirements of the components, such as wear resistance, corrosion resistance, high-temperature resistance, oxidation resistance, and electrical conductivity.
l Chemical Stability and Thermal Stability: When the thermal expansion coefficients of the cladding material and the substrate differ significantly, the rapid heating and cooling during the laser cladding process can cause uneven shrinkage, creating substantial thermal stress, leading to coating peeling or cracking.
l Similar Thermal Expansion Coefficient: If the thermal expansion coefficients of the cladding material and the substrate differ greatly, rapid heating and cooling during laser cladding can cause uneven shrinkage, generating large thermal stresses, leading to coating delamination or cracking.
l Good Wettability: The cladding material should have good wettability with the substrate when in a molten or semi-molten state, ensuring good bonding between the coating and the substrate.
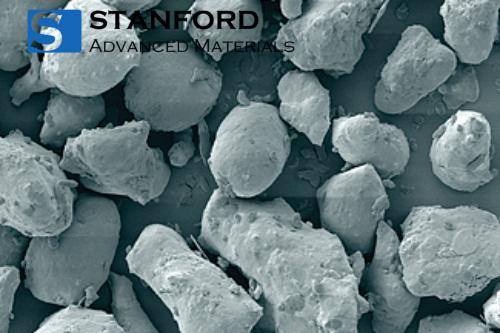
l Good Flowability: Coating powders should have good flowability, like spherical powders, to ensure a uniform coating.
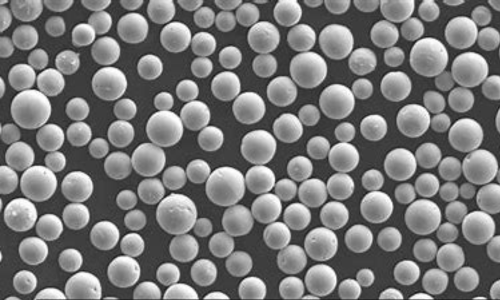
Fig 3. Spherical powder with good flowability
--Selecting the Right Powder Type
Although laser cladding technology offers a wide range of material options, different types of powders can affect the substrate material differently because of their varying properties.
l Iron-Based Alloy Powders: These are cost-effective, high-hardness powders with good wear resistance and corrosion resistance, suitable for parts that require local wear resistance and are prone to deformation.
l Nickel-Based Alloy Powders: These powders exhibit excellent corrosion resistance, oxidation resistance, and high-temperature strength, making them ideal for components that require local wear resistance, heat corrosion resistance, and thermal fatigue resistance.
l Cobalt-Based Alloy Powders: Known for their excellent wear and corrosion resistance, especially under high-temperature conditions, they are suitable for parts that need wear resistance, corrosion resistance, and thermal fatigue resistance.
l Stainless Steel Powders: These powders offer good corrosion resistance and stable mechanical properties, commonly used in applications requiring rust prevention and corrosion resistance.
l Aluminum Alloy Powders: Lightweight with good thermal conductivity and corrosion resistance, but with lower wear resistance, making them suitable for applications requiring lightweight and corrosion resistance.
l Titanium-Based Alloy Powders: Low density, high strength, corrosion resistance, and good biocompatibility. It is mainly used in aerospace and medical device fields.
Stanford Advanced Materials is a trusted supplier of spherical powders. We offer high-purity spherical powders of different types and sizes for Laser Cladding, Thermal Spray Coating and Additive Manufacturing. Our products adhere to strict quality standards throughout the manufacturing process.
Conclusion
As researchers and engineers continue to explore new materials and optimize cladding processes, laser cladding will likely see broader applications, further enhancing the durability and functionality of industrial components. This will undoubtedly pave the way for innovations in manufacturing and repair techniques, supporting the growth of high-performance products across multiple sectors.