Factors Influencing Porosity of 3D Printed Metal Powders and Improvement Methods
Porosity is a critical factor influencing the performance of 3D-printed metal parts, determined by powder properties, printing processes, and environmental conditions. By optimizing powders, refining processes, and leveraging advanced post-processing techniques, porosity can be significantly reduced, enhancing the overall performance of metal components.
Factors Influencing Porosity of 3D Printed Metal Powders and Improvement Methods
3D printing technology has made it possible to manufacture high-performance components with custom designs in the metal manufacturing field. The porosity of metal powders, therefore, is a key factor in determining the quality of the final print during the 3D printing process.
Metal Powders for 3D Printing
3D printing, otherwise called additive manufacturing, is the process of constructing three-dimensional objects layer by layer. 3D metal printing applies to aerospace, medical treatment, and automotive industries.
The choice of metal powders significantly affects the performance of the final product. Table 1. is a comparison of commonly used metal powders:
Among the key factors influencing the performance of 3D-printed metal parts is the porosity of the powder material. The term porosity describes the proportion of void volume in a material. It is a key parameter for describing material density, significantly impacting mechanical properties, thermal conductivity, and corrosion resistance.
1. Mechanical Properties
High porosity tends to weaken mechanical properties including strength, hardness, and toughness. Voids serve as sites of stress concentration, which promote both crack initiation and propagation. Thus, fatigue resistance and impact strength are reduced.
2. Density
Material density is directly influenced by porosity. Increased porosity results in decreased overall density, which can affect the functioning and load-carrying ability of a part.
3. Thermal and Electrical Conductivity
Voids in the metal disrupt continuity, reducing thermal and electrical conductivity. Applications that require high thermal or electrical performance, such as heat exchangers or electrodes, may be adversely affected.
4. Corrosion Resistance
Increased porosity exposes a larger surface area and may trap unmolten powder or impurities, reducing corrosion resistance.
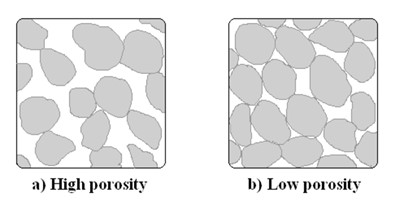
Fig 1. Simplified examples of materials with high and low porosity[i]
Factors Influencing Porosity
The porosity of metal powders is affected by a combination of powder properties and 3D printing process parameters.
Among the most important factors that determine porosity are the particle size and distribution of the powder. Powders with a uniform distribution of particle size are more likely to result in dense packing, which minimizes voids in the process of packing. If the particle size is too large or the distribution too wide, more voids may remain after packing, increasing the material's porosity.
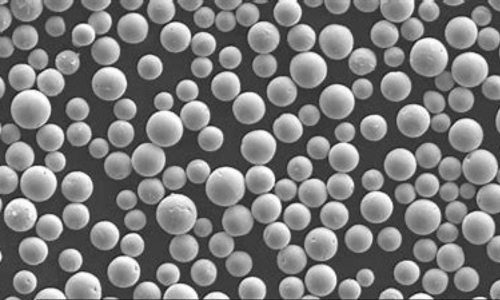
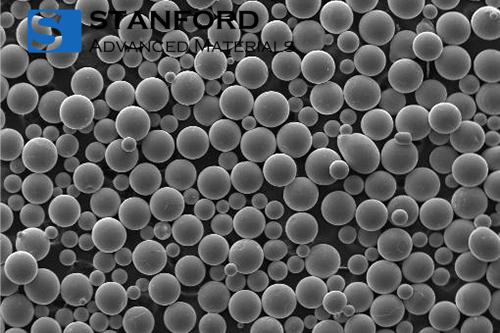
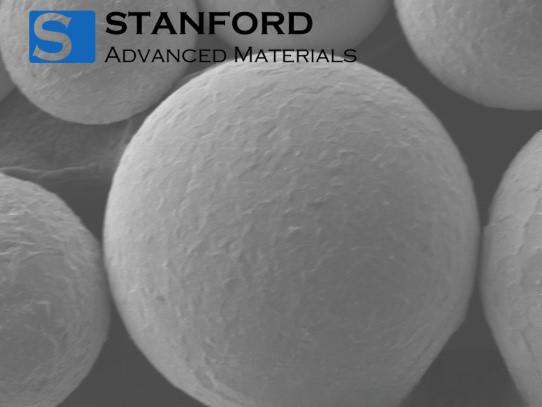
The shape of the powder is another important factor. Theoretically, spherical powders should offer better flowability and packing features, which enhance the bond between layers during printing, resulting in less porosity. As opposed to this, poorly shaped powders demonstrate worse flowability and create more voids during packing, increasing porosity.
Fig 2. Spherical powders
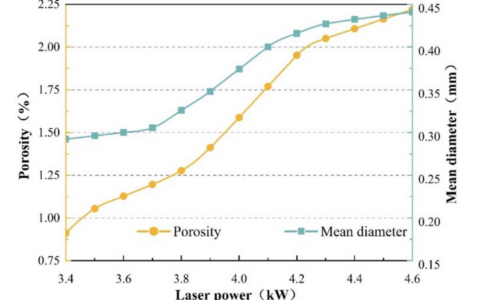
The value of laser power will have a very critical effect on porosity during printing. Insufficient laser power leads to incomplete melting of the powder, which means insufficient bonding and voids within the material. On the other hand, high laser power makes the temperature in the melt pool increase so fast that it may cause metal evaporation or excessive stirring, which will create gas pores or microcracks, thus increasing porosity. In the same way, the scanning speed should be controlled precisely. While an excessively high scanning speed implies that the melting time is insufficient to complete bonding, thus leaving unfilled voids, too slow a scanning speed may also result in overheating with too much input of heat, causing unstable melt pools or thermal cracks, hence affecting material density.
Furthermore, porosity is influenced by the conditions of the shielding atmosphere and temperature during printing. If the shielding gas is not of high enough purity-for example, using argon or nitrogen-oxides or other impurities can be introduced. These impurities can react with the metal to form voids. Instability in printing temperatures or too rapid cooling rates can increase thermal stress and micro defects, further contributing to higher porosity.
Methods to Reduce Porosity
Reducing porosity can be achieved through powder optimization, process control, and post-processing techniques.
First of all, it is necessary to choose spherical powder with a narrow and uniform distribution of particle size. The spherical powder has good fluidity and is stacked more densely, thus reducing the generation of voids during the stacking process. In addition, strict control of the process of preparing the powder to ensure that the surface of the powder is smooth and free of impurities can further improve the quality of printing. For recycled powder, screening can remove agglomerates or oversized particles to maintain the fluidity and uniformity of the powder.
Second, optimize the process parameters, and accurately match the laser power and scanning speed. A proper increase in laser power can ensure the complete melting of the powder while keeping the scanning speed appropriate can stabilize the molten pool and prevent insufficient welding or thermal cracking. Meanwhile, interlayer bond quality can be enhanced by appropriate adjustments in the scanning path and overlap rate, and thus lead to a reduction in pores. Besides, if high-purity shielding gases such as argon or nitrogen are utilized in the printing environment to prevent oxidation, it is able to reduce the generation of pores caused by impurities.
Last but not least, there is post-processing technology that enhances porosity further. HIP is a common method to improve the density and mechanical properties of parts by eliminating pores inside the material using high temperature and high pressure. Heat treatment can further improve performance by optimizing the microstructure and eliminating residual stress. When higher surface quality is needed, surface polishing or coating effectively closes the surface micropores and improves corrosion resistance and sealing.
Porosity is a critical factor influencing the performance of 3D-printed metal parts, determined by powder properties, printing processes, and environmental conditions. By optimizing powders, refining processes, and leveraging advanced post-processing techniques, porosity can be significantly reduced, enhancing the overall performance of metal components.
Choose A Trusted Spherical Powder Supplier
Stanford Advanced Materials is a trusted supplier of spherical powders. We offer high-purity spherical powders of different types and sizes for customers to choose from. Our products adhere to strict quality standards throughout the manufacturing process. Table 2 is our best-selling metal spherical powder.
[i] Höök, Mikael. (2010). Coal and Oil: The Dark Monarchs of Global Energy : Understanding Supply and Extraction Patterns and their Importance for Future Production.
[ii] Liang, Chengcheng. (2024). Experimental analysis of the effect of ultrasonic vibration on porosity suppression in narrow gap laser welding. Applied Mathematics and Nonlinear Sciences. 9. 10.2478/amns-2024-2927.