It really depends on the printer technology and the specific process requirements. That said, 15–53 μm is the most commonly used range.
Different 3D Printing Technologies Have Different Powder Size Requirements
Metal 3D printing covers a few different technologies, and each one has its own preference when it comes to powder size.
Laser Powder Bed Fusion (L-PBF) is the most widely used metal 3D printing process. It uses a laser beam to selectively melt layers of powder, and the typical particle size range is 15 to 53 microns. The laser spot diameter is usually between 50 and 100 microns, and powder in this range melts well under the laser while also spreading evenly across the build platform. Powders finer than 15 microns don’t flow as well—they tend to clump up, making it hard to get a uniform layer. On the flip side, particles larger than 53 microns need more laser energy to fully melt; otherwise, they can cause lack-of-fusion defects inside the printed part.
Electron Beam Melting (EBM) uses an electron beam as its heat source. The beam spot is larger than a laser’s, and it packs higher energy density. The typical powder size for EBM is 53 to 105 microns, and in some cases, it can go from 45 to 150 microns. Coarser powders melt completely under the high energy input of the electron beam, and they flow better—especially important for fast spreading in a vacuum environment. Plus, coarse powders cost less to produce, which matters a lot for mass production.
Directed Energy Deposition (DED) uses a nozzle that sprays powder right into the melt pool, with the powder carried by a gas. This process demands the best flowability, so it usually uses powder in the 105 to 150 micron range. Coarser particles are less likely to clog the nozzle during transport, and they also reduce material waste from powder scattering.
Quick Summary:
|
Technology
|
Typical Particle Size Range
|
|
Laser Powder Bed Fusion (L-PBF)
|
15–53 μm
|
|
Electron Beam Melting (EBM)
|
53–105 μm (or 45–150 μm)
|
|
Directed Energy Deposition (DED)
|
105–150 μm
|
|
Lithography-based Metal Manufacturing (LMM)
|
d90 < 25 μm
|
For the most common process—laser powder bed fusion—15–53 microns is definitely the go-to, most widely used range.
How Does Particle Size Affect Print Quality?
The particle size distribution is a big deal—it directly impacts both print quality and process stability.
If the powder is too fine (under 15 μm), it doesn’t flow well, which leads to uneven spreading. Fine powders also tend to clump, and because they have a large surface area, they can absorb more oxygen. That increases the oxygen content in the material and can hurt the toughness of the finished part.
On the other hand, if the powder is too coarse (over 53 μm), the laser may not fully melt it. That can leave unfused areas inside the part, lowering its density. Coarse powder also results in rougher surface finishes and less detail accuracy.
In production settings, the ideal powder usually follows a normal distribution—meaning it has a balanced mix of fine and coarse particles within the 15–53 μm range. The fine particles fill in the gaps between the coarse ones, which increases the apparent density and helps produce denser parts.
Quick Guide to Particle Size and Particle Size Distribution
Do Different Metals Need Different Particle Sizes?
The ranges above aren’t set in stone. Different materials have different physical properties, and that can influence which powder size works best.
Titanium alloys are among the most commonly used materials in metal 3D printing. Titanium is highly reactive, and at high temperatures it easily picks up oxygen to form an oxide layer. Fine powders have more surface area, so they absorb more oxygen. That’s why titanium powders often lean toward a slightly coarser range—like 20 to 53 microns—to help keep oxygen content in check. When printing with titanium, oxygen levels typically need to stay below 1000 ppm.
Aluminum alloys have a much lower melting point—around 660°C, which is over 1000°C lower than titanium. Since they melt so easily, they can handle slightly coarser powders, like 20 to 63 microns.
Nickel-based alloys generally stick to the standard 15–45 μm or 15–53 μm ranges, and often lean toward finer powders to make sure they melt completely.
Cobalt-chrome alloys and tool steels fall somewhere in the middle and usually use the standard 15–45 μm range. But for printing mold components, surface finish is often the top priority. In those cases, operators might go with a narrower range like 15–30 μm to cut down on post-processing polishing.
Stanford Advanced Materials (SAM) offers a variety of atomized alloy powders for 3D printing.
Other Key Powder Characteristics
Besides particle size, there are a few other things that matter just as much for metal 3D printing.
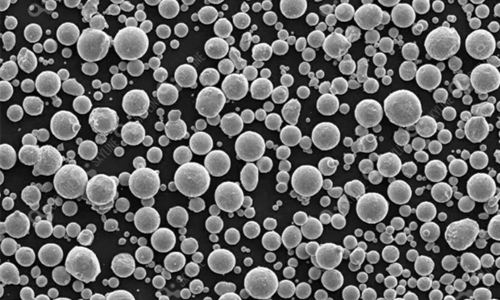
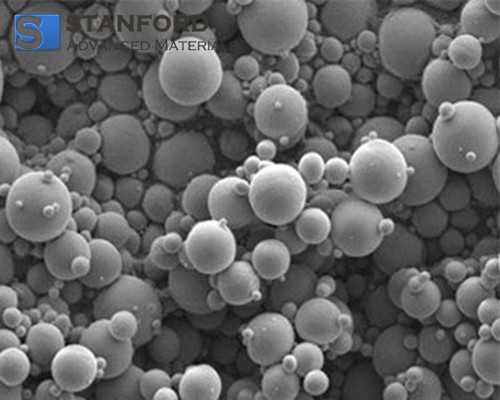
First is sphericity—or how round the particles are. In 3D printing, sphericity is usually required to be above 98%. Spherical powder flows like tiny ball bearings, which makes spreading smooth and even without leaving gaps.
Flowability is another big one. It’s often measured with a Hall flowmeter (e.g., ≤ 20 seconds per 50g). If the powder doesn’t flow well, it can clog the recoater blade and cause the print to fail.
Oxygen content also has to be tightly controlled—typically below 1000 ppm. For high-end applications like shoe molds, it may need to be under 100 ppm. Too much oxygen can seriously reduce the toughness and corrosion resistance of the printed part.
Also, the hollow powder ratio should be as low as possible. Hollow powders—those with gas pockets inside—can turn into defects during printing and may even lead to cracking.
In the End
When picking a metal 3D printing powder, you’ve got to consider the machine technology, the application, and the performance requirements to zero in on the right particle size and powder characteristics.